|
| |
|
Главная » Публицистика 0 ... 6 7 8 9 10 11 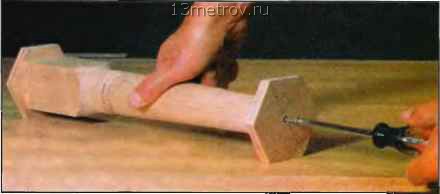 Равномерно расположенные по поверхности цилиндра или конуса каннелюры фрезеруют с помощью многогранных технологических дисков. 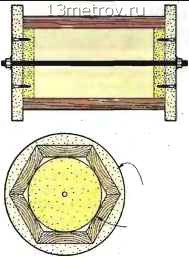 КРЕПЛЕНИЕ ДИСКОВ КЗАГОТОВКЕ ИЗ КЛЕПОК Внешний диск до/шеи равномерно выступать за габариты заготовки из клепок приблизительно на 6 мм Внутренний диск должен платно прилегать к гранямзаготовю 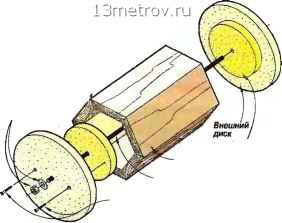 Гайка MB с шайбой Внутренний диск Заготовка, склеенная из клепок Шпилька Мб Шурупы ленных к торцам детали. Диски выпиливают из фанеры толщиной 20 мм и крепят шурупами к заготовке так, чтобы одноименные грани были в одной плоскости. Для этого ставят заготовку на ровную плоскую поверхность. Еще один шуруп, смещенный относительно центра диска, исключит проворачивание последнего в процессе обработки. Диски должны быть точно отцентрированы на детали. Иначе глубина каннелюр будет разной. Для фрезерования каннелюр устанавливают ограничители по длине и месту расположения их на заготовке. Удерживая левый конец заготовки над столом фрезерного приспособления, прижимают правый многогранник к правому ограничителю, чтобы одна из граней полностью легла на стол. Опускают левый конец заготовки на фрезу и подают ее справа налево. Выбрав каннелюру, поднимают деталь, поворачивают ее и повторяют операцию. Хотя после фрезеровки поверхности каннелюр и валиков достаточно гладкие, их все таки желательно зачистить. Маленькие «гребешки» и ворс можно снять шкуркой средней зернистости (80 или 100), а потом отшлифовать окончательно сначала шкуркой зернистостью 150, а затем - очень мелкой зернистостью 200. С ВЫСОКОЙ направляющей МОЖНО ТОЧНО обработать и большие детали. пор к следующей отметке, подгоняют левый стопор и делают следующий проход. КАННЕЛЮРЫ-КЛАССИЧЕСКАЯ ДЕТАЛЬ Заменив круглые диски по концам заготовки на граненые, на ее цилиндрических или конических частях можно отфрезеровать каннелюры. На цилиндрической детали они должны быть одинаковой глубины по всей длине. На конической детали их глубина будет меняться вплоть до нулевой. Количество каннелюр будет равно числу граней на дисках, прикреп-  Осноюы РАСКРОИ КРУПНОФОРМАТНЫХ ЗАГОТОВОК Фанера и MDF идеально подходят для изготовления шкафов, встроенной мебели и других изделий. Однако раскрой тяжелых листов, да еще в одиночку, - сложная задача. Да и с помощником все равно потребуется для резки листов помещение почти 6 м в длину. «Домашняя» технология раскроя крупноформатных листов основана на использовании ручной дисковой пилы и направляющей. Система эта функционирует великолепно, но трудоемкость работ довольно высока, так как приходится заново выставлять направляющую для каждого пропила. Облегчить и ускорить работы по раскрою листовых заготовок можно с помощью специальных приспособлений. Пила или фрезерная машинка устанавливается на каретку, перемещающуюся по жестким направляющим. 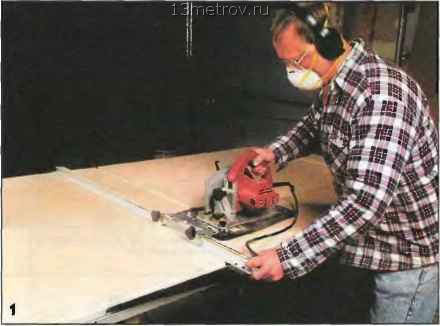 Трудоемкую работу по раскрою больших листов фанеры облегчают приспособления с направляющими для дисковой пилы. Т-образная рейсшина с боковой роликовой направляющей позволяет раскраивать заготовки с высокой точностью. В устройстве Glide-Easi Saw (фото 2) фабричного производства дисковую пилу подвешивают над заготовкой на паре алюминиевых траверсов. Нейлоновые ролики перемещаются по двум трубам 050 мм. В комплект входят также пара фанерных люнетов и фанерные регуляторы высоты. При монтаже устройства фанерные люнеты зажимают на трубах, а 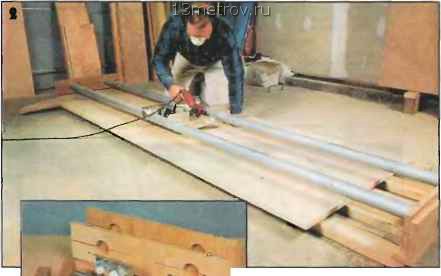  в таком приспособлении дисковая пила плавно перемещается вдоль направляющих из труб 050 мм. Таким образом можно пилить крупногабаритные листы и вдоль, и поперек. плашки, регулирующие высоту и уже закрепленные на люнетах, шурупами приворачивают к четырем доскам сечением 50x100 мм. С одной стороны устройства снизу основания 50x100 мм шурупами крепят перпендикулярно линии пропила фанерный поперечный шаблон длиной 910 мм. С помощью такого приспособления можно пилить листы габаритами до 1200x400 мм и толщиной до 50 мм. Конструкция приспособления - довольно простая, так что при желании его можно сделать для домашней мастерской своими руками. Приспособление подобной конструкции рассчитано на значительные усилия подачи пилы. Перед началом работы следует разметить и пропилить в базе 50x100 мм канавку, точно совпадающую с линией движения пилы. Она послужит репером для выставки заготовки. Затем под направляющие сбоку вставляют заготовку и совмещают линию разметки на противоположных концах с канавкой в базе. Закрепив заготовку, делают пропил, с усилием налегая на пилу. Приспособление изображенное на фото 3 отличается способом перемещения пилы. Пила (или фрезерная машинка) устанавливается на съемную пластину из прозрачного пластика. Каретка, прикрепленная к пластине, сколь- зит по длинной направляющей из алюминиевого профиля Т-образной рейсшины. Боковой упор рейсшины в свою очередь движется на роликах в направляющей, привернутой к кромке подложки из листа толстой фанеры. Такое приспособление обеспечивает весьма точную подачу пилы или фрезерной машинки как вдоль, так и поперек заготовки. Зажимают крепежную пластину в нужном положении на линейке рейсшины. С помощью четырех ограничителей выставляют зону перемещения фрезерной машинки. Так можно выбрать глухие пазы, прямые соединительные или даже квадратные проемы в любом месте панели. ДВУСТОРОННЯЯ НАПРАВЛЯЮЩАЯ И ПРОЧНЫЙ ВЕРСТАК В домашних условиях можно использовать в качестве направляющих облицованные кромки длинных ДСП фабричного производства. Такие универсальные направляющие годятся как для ручной дисковой пилы, так и для фрезерной машинки. Направляющая двойного назначения сделана из двух полос ДСП. Первая полоса шириной 130-150 мм становится центральной направляющей, а вторая  Чтобы с помощью Т-образной рейсшины выбрать в панели прямоугольный соединительный паз, рейсшину фиксируют с обоих концов и подают фрезерную машинку, установленную на крепежной пластине вдоль ее линейки из алюминиевого профиля. (шириной примерно 360 мм) - подложкой пильной направляющей (ширина подложки зависит от размеров оснований дисковой пилы и фрезерной машинки). Центральную направляющую необходимо прогнать через отрезной станок фабричной кромкой к упору, окончательно доведя и другой край до прямой и сделав его параллельным фабричной кромке. Чтобы определить положение цент- ральной направляющей на подложке, изменяют подошвы пилы и фрезерной машинки, затем приклеивают и крепят шурупами центральную направляющую к подложке. Теперь проход дисковой пилой - с одной стороны и фрезерной машинкой - с другой начисто доведет края направляющей так, что они будут совмещаться с диском пилы и фрезой. Доводят край той же фрезой, которую будут использовать на направляющей. НАПРАВЛЯЮЩАЯ И ВЕРСТАК Однв сторона направляющей рассчитана нв резание фанеры дисковой пилой, а другвя - на выбирание пезов фрезерной машинкой Вторая направляющая длиной 1200 мм - больше подходит для поперечного пиления и -------- прямоугольных Отверстие, чтобы вешать направляющую на стену Портативный верстак и /" пильные козлы входят в авп Они способны выдерживать очень большую нагрузку 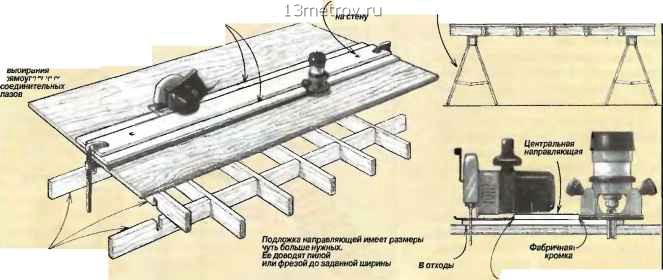 Верстак для раскроя листов, асухую собранный аполдерева из досок 50x100 мм, отличается прочностью и удобством при хранении и транспортировке Этот край обрезают с высокой точностью параллельно фабричной кромке 0 ... 6 7 8 9 10 11 |