|
| |
|
Главная » Публицистика 0 ... 2 3 4 5 6 7 8 ... 11 озможно пригодится СВЕРЛИМ КОНИЧЕСКОЕ ОТВЕРСТИЕ  Иногда в деревянной заготовке необходимо просверлить коническое отверстие (например, для надёжной фиксации пробки). Это можно сделать доработанным перовым сверлом. Боковые кромки сверла скашивают на точиле под нужным углом. РЕГУЛИРОВКА ГЛУБИНЫ ФРЕЗЕРОВАНИЯ Способ №1. У фрезерной машинки имеется резьбовая шпилька с контргайками или винтовыми упорами для установки глубины фрезерования. Чтобы настроить фрезерную машинку на нужную глубину фрезерования, выпускают фрезу приблизительно на 1,5 мм ниже требуемого размера и фиксируют подвижную каретку в этом положении. Слегка освободив фиксатор, регулирующими элементами устанавливают фрезу на точную глубину Способ №2. При выборке фрезерной машинкой четвертей и пазов можно воспользоваться комплектом самодельных прокладок из твердой древесины, металла или пластика толщиной 3,6,10 мм и тд. Каждую прокладку маркируют в соответствии с её толщиной и используют для переустановки вылета фрезы. 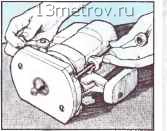  ВНИМАНИЕ! Приглашаем на должность руководителя отдела рекламы или рекламного агента сотрудника (с опытом работы) для подбора и подготовки рекламных материалов в журналы «Дом», «Сам», «Делаем сами», «Сам себе мастер» и «Советы профессионалов». Зарплата - оклад плюс проценты от выработки. Рабочий день - ненормированный. Тел. (495) 689-92-08, 689-96-83 MICROMOT МАЛЕНЬКИЕ ИНСТРУМЕНТЫ \-!nJ ДЛЯ БОЛЬШИХ ДЕЛ ООО «Оптион», официальный дилер завода PROXXON (Германия) представляет на российском рынке продукцию этой известной фирмы, специализирующейся на производстве малогабаритного и высокоточного инструмента. В каждом инструменте достигнуто оптимальное соотношение малых габаритов, веса, доступной цены, высокой мощности и немецкой надёжности. Гарантия завода-изготовителя - 2 года. 1001 возможность использования инструмента PROXXON! ПРОМЫШЛЕННАЯ БОРМАШИНА 1В/Ш Используется для сверления, фрезерования, шлифования, зачистки, пиления, резания, гравирования деталей из различных материалов: стали, драгоценных металлов, стекла, керамики, древесины, пластиков и минералов. Предназначена для слесарей-инструментальщиков, электромонтажников, ювелиров, оптиков, художников-реставраторов. Вращающийся в шарикоподшипниках вал и эффективная система принудительного охлаждения обеспечивают бормашине продолжительную работу. Шесть цанг высокой степени точности обеспечивают зажим сменного инструмента с хвостовиками от 0,8 до 3,2 мм. Электронная регулировка оборотов от 5000 до 20000 об/мин. Мощность - 100 Вт, Длина - 230 мм.Вес - около 500 г Подходит ко всем приспособлениям, станинам и зажимам серии МИКРОМОТ Упакована в прочный пластиковый чемодан, комплектуется 34 расходниками. №28481 СВЕРЛИЛЬНАЯ СТОЙКА MBS 140/5 серии МИКРОМОТ. В ней можно закрепить любую бормашину PROXXON. Основание 220x120 мм. Стойка - 020 мм, высотой 280 мм. Вылет от стойки до центра сверла - 140 мм, рабочий ход - 30 мм. Возвратная пружина рычага подачи. Поворотный (на ЭО в обе стороны) зажимной блок бормашин. №28606  ssm@master-sam.ru тиски MS 4 ........................................................ изготовлены из цинка методом литья под давлением, имеют 3 фрезерованные установочные поверхности. Выемка в основании предусматривает крепление на направляющих линейках сверлильной стойки MBS 140/S (или ТВМ 220). Максимальный развод губок - 34 мм. №28132 КООРДИНАТНЫЙ СТОЛ КТ 70 позволит значительно расширить возможности бормашины, закрепленной в сверлильной стойке. В конструкции стола КТ 70 (из твердого алюминия) предусмотрена возможность калибровки маховиков и устранения люфта в направляющих «ласточкин хвост». Может использоваться со сверлильным станком ТВМ 220. За 1 оборот маховика обеспечивается ход стола в 1 мм; цена деления = 0,05 мм. Ход по оси X - 134 мм, по оси Y - 46 мм. №27100 ПРЕДЪЯВИТЕЛЮ ЭТОГО ОБЪЯВЛЕНИЯ - СКИДКА 5% ООО «ОПТИОН» 125252, Москва, ул. Зорге, 10; тел./факс: (495) 943-2301; тел.: 195-9111,8-916-596-0827 www.proxxon-msk.ru proxxon-msk@mtu-net.ru  солидный обеденный стол Если для столовой понадобился новый стол, можно остановить свой выбор на этой прочной и устойчивой классической конструкции. Размеры стола определяют исходя из того, чтобы за ним свободно уселись шесть человек, а немного потеснившись - и все восемь. Кроме того, этот стол - разборный, чтобы столовую можно было в случае необходимости освободить для вечеринки с танцами. Основной материал для изготовления стола - самодельные дубовые мебельные щиты толщиной 19 мм. Они отличаются не только высокой прочностью, но и внешне привлекательны. Столешница вдоль длинных сторон обрамлена раскладками, а с торцев -декоративными планками. Все декоративные детали также вырезаны из древесины дуба. ОПОРЫ НОЖЕК Каждая опора ножек склеена из трёх деталей. В середине оставлен проём. Изготовление опоры начинают с выпиливания шести деталей. Прямые запилы можно сделать дисковой пилой, а затем скруглить их. Выкроив все заготовки, у двух из них выпиливают центральную часть, чтобы в середине склеенной опоры был паз. Ширина пазов в опорах должна быть чуть больше ширины шипов на ножках для компенсации при набухании и усыхании древесины при изменении влажности. Опоры склеивают и стягивают струбцинами, концы и верхние кромки деталей опор должны быть соединены заподлицо. Когда клей высохнет, удаляют его излишки, строгают верхние и нижние грани и зачищают изгибы. 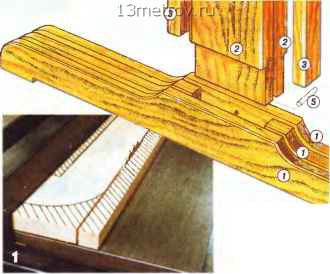 Прямые запилы на заготовках для опор делают на дисковой пиле. Паз в опоре и шип ножки: 1 - молдинги на ножке; 2 - торцевая окантовка; 3 - перемычка.  За этим разбориы1л столом могут поместиться восемь человек. Вырезать шипы на ножках стола тоже можно с помощью дисковой пилы, используя комбинированный пильный диск. шипы НА НОЖКАХ Каждая ножка склеена из двух заготовок и окантована молдингами. Выпилив и прострогав заготовки в размер, склеивают и стягивают их струбцинами. Когда клей высохнет, строгают вертикальные грани и скругляют их с помощью фрезерной машинки. Затем на концах ножек размечают и выпиливают шипы (верхние и нижние - разной толщины). Вырезают и строгают в размер молдингм ножек, скругляют все четыре длинных ребра. На задних сторонах молдингов кончиком фрезы для V-образного паза фрезеруют по две «ловушки» для клея. ОПОРЫ СТОЛЕШНИЦЫ Эти верхние опоры склеивают из двух деталей. А чтобы получить пазы в опорах, в каждой из образующих их деталей до склеивания выбирают паз глубиной 10 мм, который размечают по самодельному картонному шаблону. Сначала лучше выпилить пазы в заготовках, так как ошибку в контуре исправить легче, чем выправить кривой паз. Склеивают и стягивают струбцинами обе опоры. Когда клей высохнет, зачищают поверхности пропилов. СБОРКА НОЖЕК Насухо подгоняют шипы ножек к пазам опор. Их сопряжение должно быть плотным на широких сторонах, но с боков нужны зазоры шириной 1,5 мм. Затем вклеивают ножки в опоры. Пока клей еще 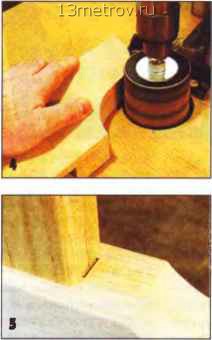 Фигурные кроши склеенных опор зачищают. При вклеивании ножек в пазы опор с боков оставляют зазоры по 1,5 мм, рассчитанные на расширение древесины. В готовом изделии их скроют молдинги ножек.
не засох, фиксируют шипы в пазах шкантами 10 мм. До склеивания опор столешницы отпиливают по длине молдинги. Смазывают их клеем между «ловушками» и прижимают на место струбцинами. Когда клей высохнет приклеивают к ножкам опоры столешницы. ПЕРЕМЫЧКА У этого стола, чтобы не мешать ногам, перемычка установлена достаточно высоко. Она склеена из двух деталей, окантованных прямоугольными молдингами. У склеенной пеермычки на длинных рёбрах фрезой снимают фаски. В торцах выбирают пазы для фурнитуры, крепящей перемычку к ножкам. Скруглив все длинные рёбра молдингов ножек, на их тыльных поверхностях фрезеруют по два V-образных паза для клея. СТОЛЕШНИЦА Выкроив столешницу из заготовки, на её торцах вырезают шипы. Затем шипы обрезают лобзиком по ширине на 50 мм с каждой стороны и напильником зачищают поверхности распилов. Вдоль длинных кромок столешницы снизу приклеивают и прижимают струбцинами планки сечением 20x20 мм. Кромочной фрезой «проходят» ребра молдингов. Приклеивают молдинги на место и, когда клей высохнет, ленточной шлифмашинкой зачищают стыки. Скругляют углы шипов по радиусу 10 мм. Столешница к ножкам крепится с помощью пары П-об-разных кронштейнов. Каждый из них состоит из двух боко- 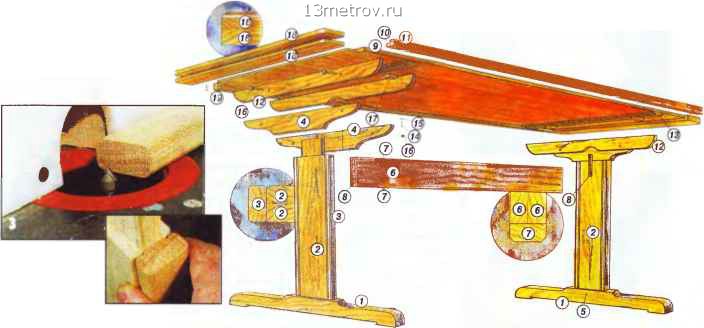 0 ... 2 3 4 5 6 7 8 ... 11 |